
Jak zvolit proces prevence úniku filtru?
2024-09-27
Jak jsme již zmínili, existují 3 procesy, kterým je třeba se vyhnoutfiltrační sáčekúnik. Ošetření horké taveniny je nejlepší metoda s nízkými náklady a dobrým účinkem prevence úniku. Pokud nelze proces horké taveniny použít, jak bychom si měli vybrat zbývající dva procesy? Jako příklad, který vezme do ozubeného plynu uhelných elektráren elektrárny uhelné elektrárny, následující hodnotí proces povlaku a páskový proces PTFE ze dvou aspektů odolnosti proti teplu a odolnosti vůči korozi a poskytuje odkaz na výběr měření úniku filtrového vaku.
1 PTFE pásková tepelná odolnost
Teplota plynového plynu uhelných elektráren je obvykle nad 100 ° C a v některých zvláštních pracovních podmínkách může dosáhnout 170 ° C a okamžitá provozní teplota může dokonce dosáhnout nad 200 ° C. Filtrační sáčky používané v tepelných elektrárnách musí být schopny pracovat v prostředí s vysokou teplotou. Za účelem simulace vysokoteplotního prostředí skutečných pracovních podmínek byly testovací vzorky se specifikací 5 × 5 cm umístěny do vysokoteplotní pece a jejich změny vzhledu byly pozorovány po tepelném zpracování při 200 ° C po dobu 24 hodin. Jak je znázorněno na obrázku 2.1, z porovnání vzorků ošetřených lepicímu povlakem a procesem pásky PTFE před a po ošetření s vysokou teplotou je vidět, že barva vzhledu vzorku potahovaného lepicí mírně byla lehce žlutá, ale tmel byl pevně vázán na substrát filtru; Zatímco páska PTFE se výrazně zmenšila a zjevné tmavé žluté látky vytékaly z okraje pásky PTFE. Lze proto vysvětlit, že fúze pásky PTFE a švu není založena na tepelné fúzi PTFE a substrátu, ale na adhezi lepidla a tento typ lepidla není vhodný pro vysokoteplotní prostředí.
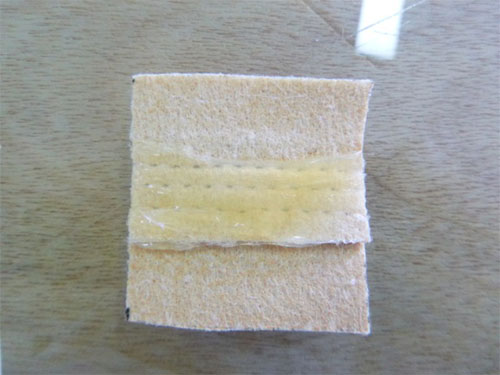
Obrázek 1 Vzorek po ošetření s vysokou teplotou (horní obrázek ukazuje potažené lepidlem a spodní obrázek ukazuje pásku PTFE)
2 odolnost proti korozi kyseliny
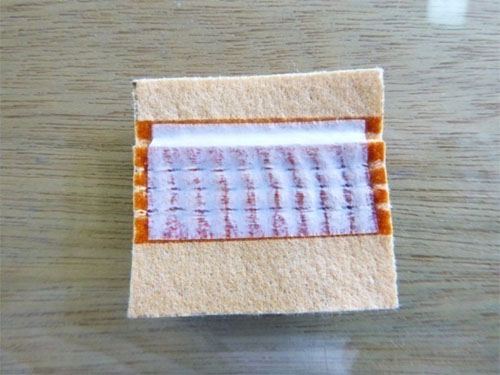
Síra se vyrábí při spálení uhlí a poté se po oxidaci a kontaktu s vodou vytvoří kyselina sírová se silnými korozivními vlastnostmi, což bude mít určitý účinek na tmel a pásku PTFE používanou k utěsňování dírky. Za účelem simulace kyselého korozivního prostředí za skutečných pracovních podmínek byl vzorek se specifikací 5 x 5 cm umístěn do 35% roztoku kyseliny sírové a pozorován pro významné změny po 24 hodinách ponoření. Jak je znázorněno na obrázku 2.3, vzorek ošetřený lepidlem nemá žádnou zjevnou změnu barvy ve vzhledu po kontaktu s roztokem kyseliny sírové a koloid je mírně lepkavý, ale těsnicí prostředek lze pevně přidržovat substrát filtračního materiálu; Vzorek ošetřený páskou PTFE je oddělen po kontaktu s roztokem kyseliny sírové a je téměř oddělen od substrátu filtračního materiálu. Důvodem může být to, že lepidlo pásky PTFE není rezistentní vůči korozi kyseliny, což vede k odlupování pásky PTFE. Proto je vhodnější použít proces lepicího povlaku v inženýrských aplikacích, kde jsou pásky PTFE náchylné k odlupování v silném korozivním prostředí kyseliny, což vede k riziku selhání těsnění a úniku prachu.


Obrázek 2 Vzorky po ošetření kyseliny sírové (horní obrázek ukazuje potažené lepidlem a spodní obrázek ukazuje pásku PTFE)
Závěrem, experimentální srovnání ukazuje, že odolnost proti teplu a kyselině procesu lepicího povlaku je lepší než pásková proces PTFE.
3. typická analýza případů
Po roce používání měla filtrační taška zákazníka s páskou PTFE mnoho problémů.
Všimli jsme si, žefiltrační sáčekMěl několik vyboulení pásky PTFE a na vnější stranu. To bylo na dírku, hlavě sáčku, těla tašky a dno tašky. Obrázek 3.1 ukazuje pásku PTFE vyboulenou v těle tašky. Páska se vypouští, padá a uvnitř zanechává hodně prachu. Když jsme se na to podívali pod mikroskopem, viděli jsme, že se prach rozšířil na okraj dírky a dostával se do místní dírky.


Obrázek 3.1 PTFE páska vyboulí v části filtračního sáčku (horní obrázek je celkový obrázek efektu, spodní obrázek je částečný mikroskop zvětšený obrázek)
4 Závěr
Filtrační sáček jako jádro součást filtru sáčku,filtrační sáčekŠití na dírku se může zdát únik prachu, aby se snížilo riziko úniku prachu způsobené nadměrnými emisemi, musí být uchopeno ze zdroje produkce úniku filtrového vaku, aby se splňovaly požadavky na použití šití filtrového sáčku, pokud není možné použít proces taveniny pro šití. Experimentální výsledky ukazují, že proces lepicího povlaku má lepší odolnost proti teplu a odolnost proti korozi kyseliny než páskový proces PTFE. Kromě toho existuje riziko odloučení pásky PTFE a pronikání prachu skrz dírky v praktických aplikacích pásky PTFE. Proto, pokud není možné použít proces taveniny, musíte si vybrat spolehlivý a silný proces lepicího povlaku, musí být opatrný výběr páskového procesu PTFE.



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy